

Computer vision is no longer confined to research papers or tech demos. Across agriculture, defense, manufacturing, and healthcare, companies are deploying systems that inspect grain at 75× the speed of human sorters, detect buried landmines from drones in real time, and reduce automotive seat inspection from one minute to 2.2 seconds per unit – with 99% accuracy.
But knowing that computer vision works isn’t the same as knowing what it takes to deploy it in a real production environment. This post covers computer vision projects across major industries – what each one actually does, why it matters to the business, and what the results looked like once the system went live.
Agriculture: When Manual Grain Inspection Becomes a Bottleneck
Every harvest season, grain processors face the same problem: hundreds of samples arrive daily, each requiring 20-30 minutes of manual inspection. Results vary between shifts and operators. Bottlenecks form. Production decisions get delayed.
Computer vision solves this by doing in seconds what takes a trained inspector half an hour – and doing it consistently every time.
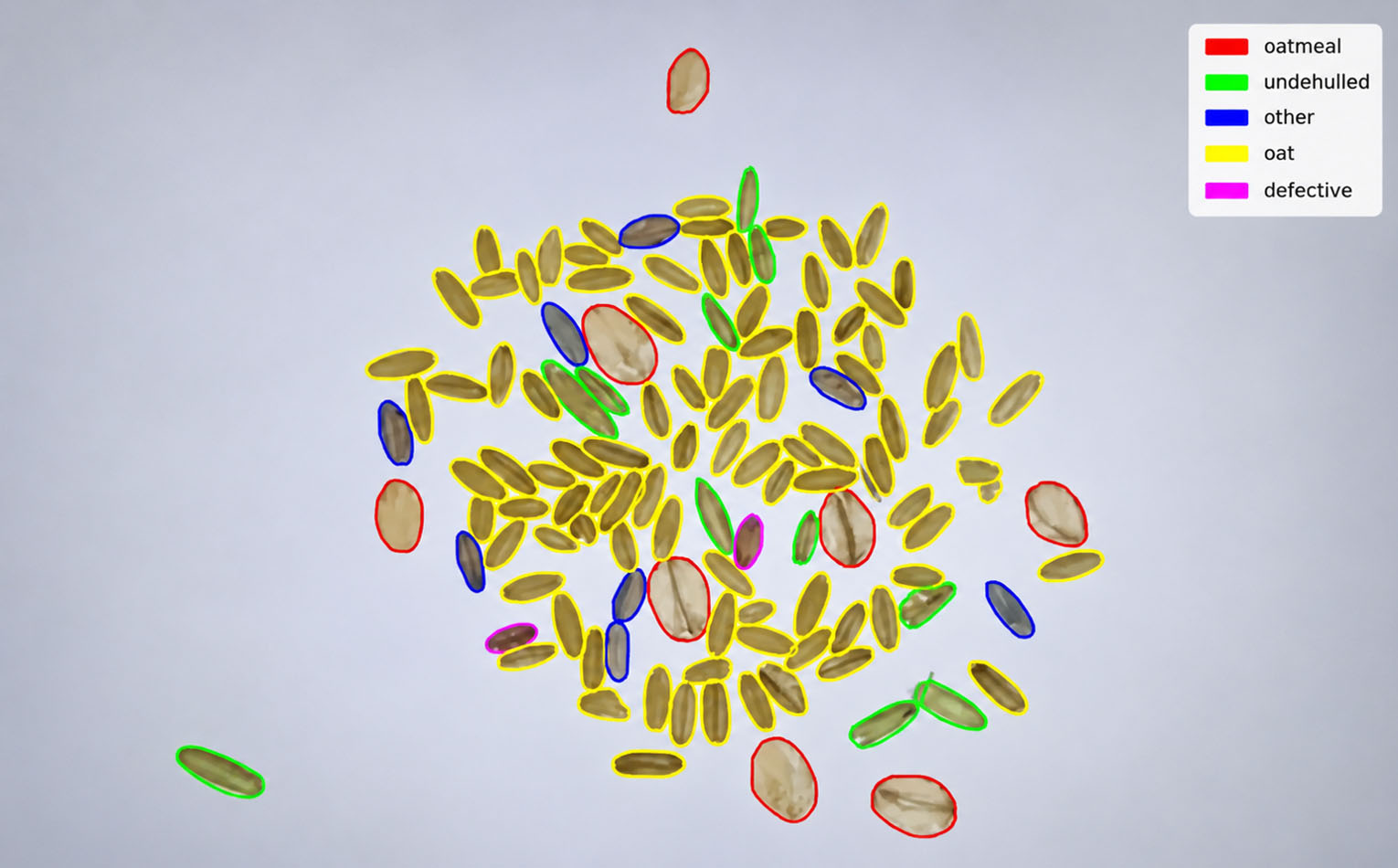
The solution: GrainODM – a system built around an industrial camera with controlled LED lighting and convolutional neural networks trained on thousands of labeled grain samples. It classifies kernels, husks, dark grains, and foreign particles automatically, then exports results digitally with a color-coded visual report. No subjectivity. No shift-to-shift variance.
75×
faster
JSC Grainmore – oat sample analysis
For JSC Grainmore, one of Northern Europe’s largest oat processors, GrainODM made sample analysis 75× faster while matching or exceeding the accuracy of trained inspectors. The system was recognised as AI Innovation of the Year 2025 by AI Lithuania. Results like that don’t happen by accident – they depend on how the underlying model was trained in the first place. If you’re curious about what training these production models actually looks like, that’s a deeper rabbit hole worth exploring.
Defense & UAV: Processing Vision at the Edge, Not in the Cloud

Drone-based computer vision projects face a hard constraint: you can’t stream high-resolution video from a drone to a ground server and wait for a response. By the time the data comes back, the drone has moved on. Real-time detection requires processing everything on the drone itself – at the edge, with limited power and compute.
Manufacturing: The Real Cost of Manual Quality Control

Quality rework costs manufacturers 15-20% of production capacity – not because equipment is bad, but because human inspection can’t keep pace with line speed. A single inspector checking one part per minute creates a bottleneck that slows throughput and still misses defects due to fatigue. Computer vision closes that gap by inspecting every unit at line speed, catching defects the moment they occur.
Workplace Safety: Why Manual PPE Checks Don’t Scale

PPE compliance is a problem that scales with site complexity. A food plant with 1,600 employees needs to track hairnets, beard nets, face masks, and aprons across multiple shifts. An energy plant needs hardhats, vests, and safety gloves across hundreds of contractors. Manual spot checks can’t cover every zone reliably – and when they miss something, the consequences range from regulatory fines to safety incidents.
Healthcare: Turning Hours of Image Processing Into Seconds
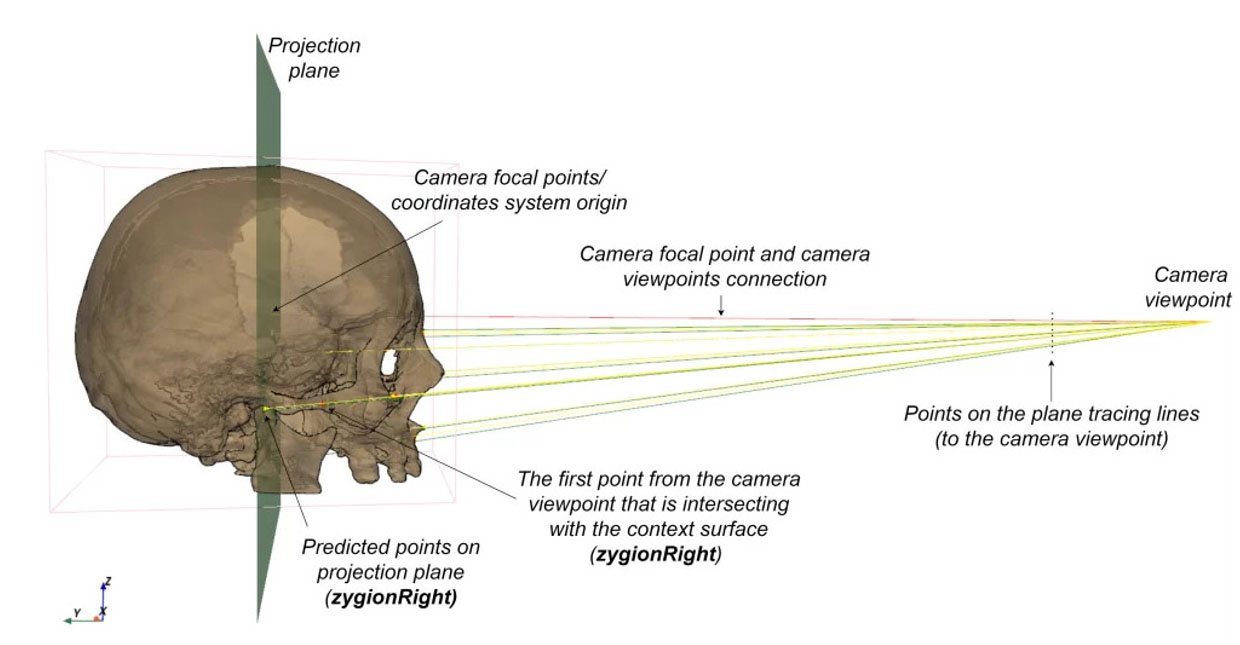
Medical imaging generates enormous amounts of data, but the bottleneck is always the same: a specialist needs to review and process it manually. For pre-surgical planning, that means a qualified engineer spending 3 hours reconstructing a single 3D model from CT scans – time that delays surgery planning and ties up talent that could be used elsewhere.
180×
faster
Ortho Baltic – pre-surgical CT planning
For one of Europe’s largest orthopedic implant manufacturers, we built an AI-powered pre-surgical planning system for Ortho Baltic that automates 3D anatomical model reconstruction from CT scans. The process went from 3 hours per case to under 60 seconds – a 180× improvement – with 99% accuracy maintained. The neural network also handles metal artifact contamination that previously required manual cleanup by qualified engineers.
Conclusion
Computer vision is not an experimental technology – it’s solving real operational problems across agriculture, defense, manufacturing, workplace safety, and healthcare right now. Computer vision projects in this post replaced a manual, inconsistent process with systems that run faster, detect more, and scale reliably across shifts and locations.
The specifics differ – grain kernels, automotive upholstery, CT scans, radar data – but the approach is consistent. Understanding the operational problem deeply and building computer vision that fits how the work actually happens is what separates production deployments from proofs of concept.
If you’re exploring what computer vision could do in your industry, the examples above show what’s already possible today – not in five years, not in a lab, but in live production environments. These are projects delivered through Agmis’s computer vision consulting practice – from scoping to production deployment.
Get a free consultation on software development, process automation, or AI-powered solutions — no commitment required.
Our senior consultants will review your goals, challenges, and opportunities, and outline the most effective next steps for your business.


